
Inhaltsverzeichnis
Druckerübersicht
Los ging es mit dem 3D-Druck Anfang 2018. Mit einem Anycubic i3 mega begannen die ersten Druckversuche für Modellbahnen im Maßstab 1:22,5. Der i3 mega war der Start für die heutige Werkzeugstraße.
- 11/2018 wurde der Anycubic durch einen Prusa MK3 ersetzt, den ich aus einem Bausatz zusammengesetzt hatte. In 10/19 fand der Umbau zum MK3S statt.
- 06/2020 wurde ein zusätzlicher Drucker vom Typ Prusa Mini angeschafft.
- Anfang 2021 kam noch ein Resin-Drucker Elegoo Mars 2 Pro samt Wash & Cure Station angeschafft.
- Im Sommer 2021 wurde der MK3S zum MK3S+ und der Prusa Mini zum Prusa Mini+ umgebaut.
Jetzt stehen drei Maschinen in meinem Keller. Von meiner CNC-Fräse habe ich mich in der Zwischenzeit getrennt.
Warum drei Drucker bzw. für was werden sie eingesetzt:
Prusa MK3S+
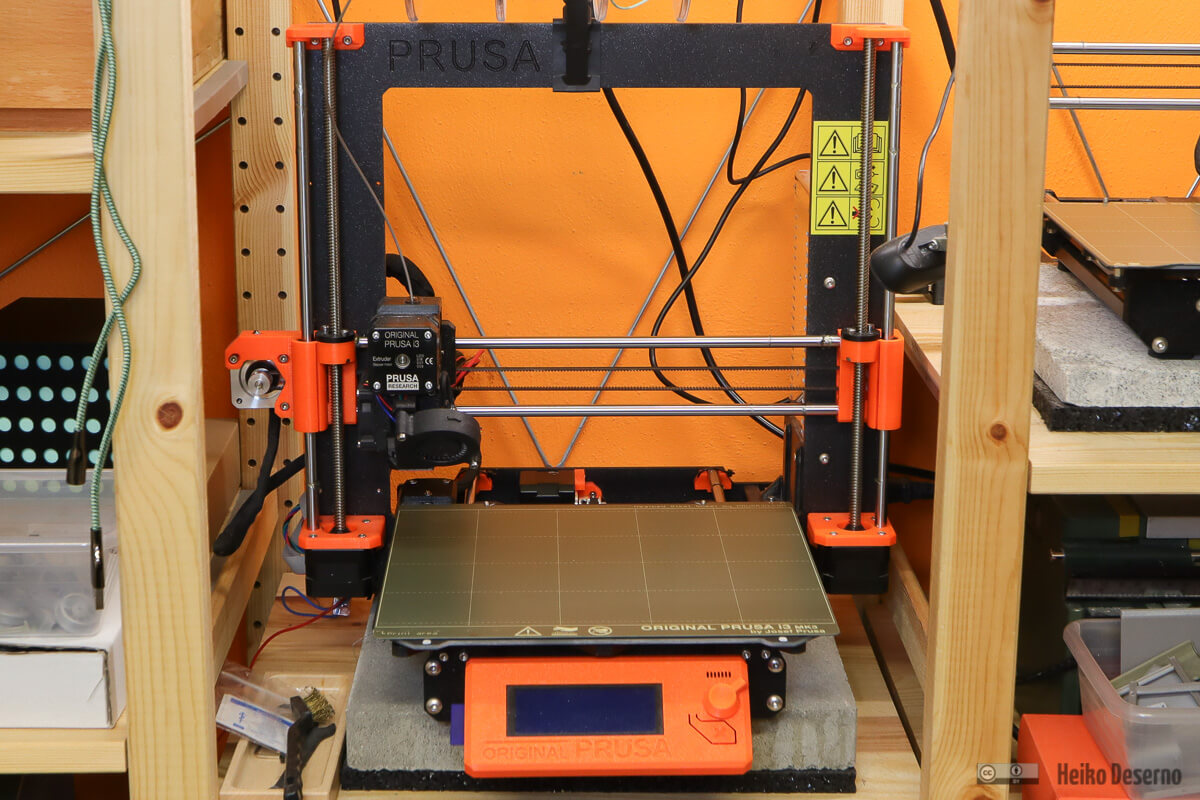
Der Prusa MK3S+ ist das Arbeitspferd. Mit 0,4 mm Nozzle drucke ich meistens mit 0,2 mm Schichtstärke in PLA. Hin und wieder werden Bauteile auch mit 0,1 mm gedruckt oder auch mit der variablen Schichtstärke, die sich im Prusa Slicer einstellen lässt. So starten Druckobjekte auf dem Druckbett mit 0,2 mm und nach oben hin nimmt die Schichtstärke ab.
Der MK3S+ hängt an einem Raspberry Pi mit Octoprint. Ich habe nicht die integrierte Variante mit dem Raspberry Pi Zero gewählt, sondern eine externe Lösung, die per USB angeschlossen wird. Die Druckdateien werden mit dem Prusa Slicer aufbereitet.
Ich drucke derzeit ausschließlich in PLA. Das Material ergibt gute Druckergebnisse und lässt sich sehr gut verkleben. Nach mehreren Filament-Experimenten nutze ich nur noch Fillamentum und Prusament.
Für Bauteile kommt fast ausschließlich graues Filament (z.B. Fillamentum electric grey) zum Einsatz, dass ich grundiere und lackiere. Für besondere Zwecke nutze ich gern wiederkehrend eine feste Farbe. Beispielsweise habe ich alle Gleise und Weichen mit Fillamentum Vertigo Grey gedruckt, das keine weitere farbliche Behandlung benötigt.
Die Größe des Druckbetts ist ausreichend, die magnetische Druckplatte und die Autoleveling-Funktion einfach Klasse.
Die meisten Teile entstehen auf dem „großen“ Drucker.
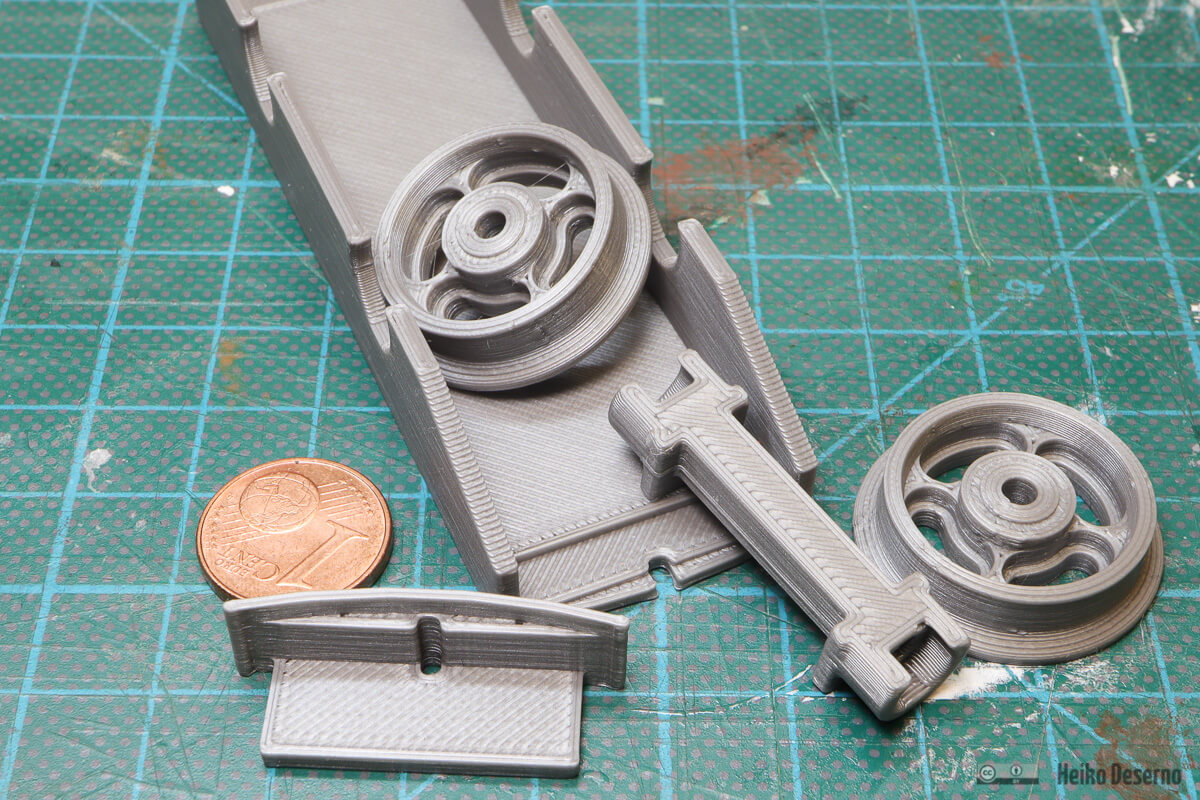
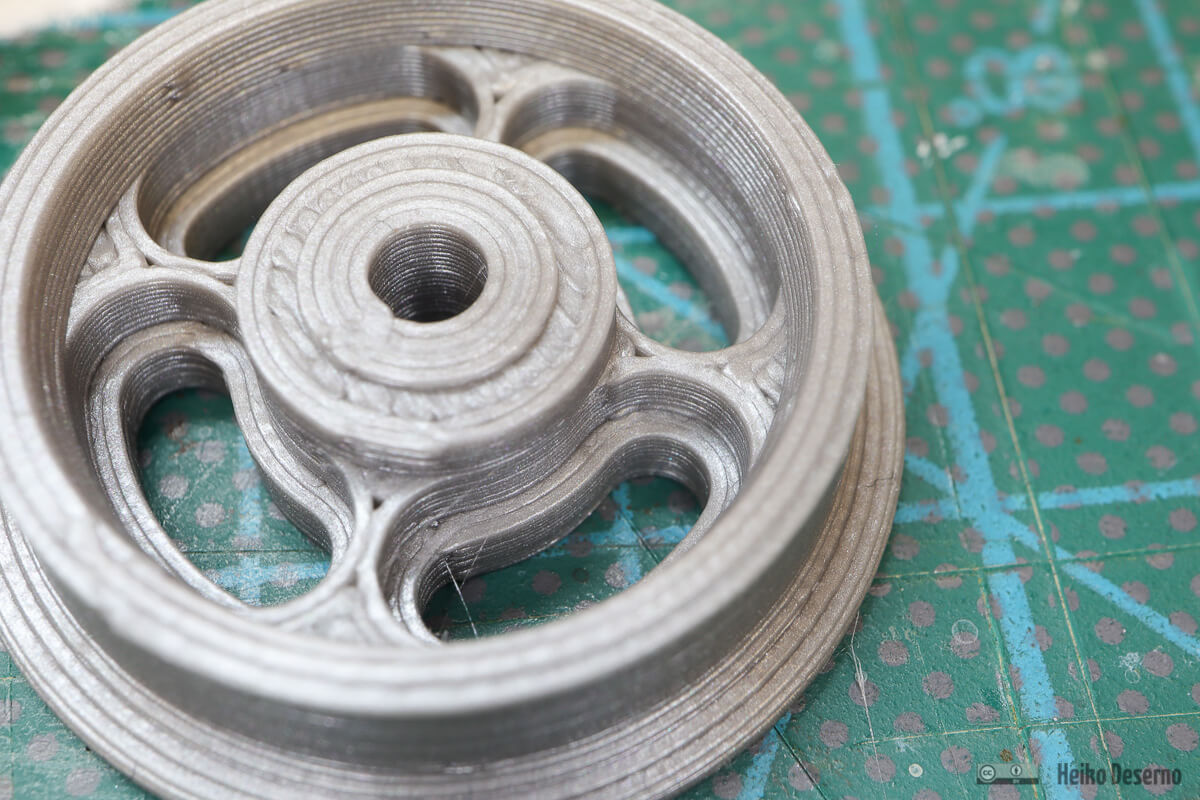
Auch Lorenräder drucke ich trotz der runden Formen häufig auf dem MK3S+.

Auf dem kleinen Prusa werden die Konturen noch feiner und detailreicher, was ich hin und wieder auch nutze.
Prusa Mini
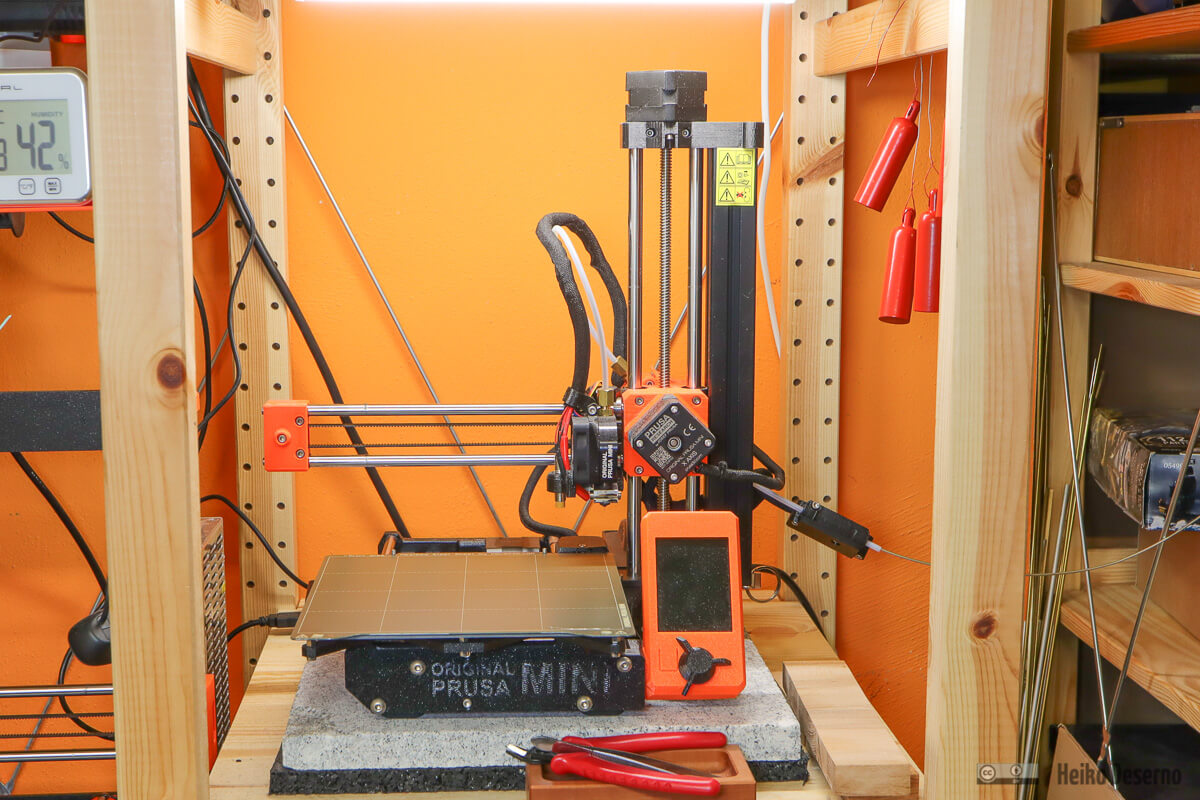
Den zweiten Prusa-Drucker hatte ich für Kleinteile angeschafft. Dazu erhielt er eine 0,25 mm Nozzle und druckt nur mit 0,1 mm Schichtstärke. Zwar kann der MK3S auch 0,1 mm, dennoch ist das Ergebnis nicht gleich. Die Drucke mit der feinen Nozzle sind bemerkenswert.
Der Prusa Mini macht mit seiner Einarm-Konstruktion einen eher fragwürdigen Eindruck. Auch die Filament-Zuführung ist m.E. nicht glücklich gelöst. Er ist kein Ersatz für den MK3S, sondern ein Zweidrucker und auch nur für kleine Teile.
Die Druckdateien übertrage ich immer noch via USB-Stick an den Drucker. Ich warte noch auf die WLAN-Lösung, die Prusa für den Mini angekündigt hat.
Ein typisches Beispiel für Druckobjekte auf dem Prusa Mini sind Loren-Kleinteile wie Kuppeldorne, Radabdeckungen, Abstandsscheiben usw.
Aus Gewohnheit drucke ich auch Achslager noch auf dem Prusa Mini. Das liegt um einen an der Vorbereitungszeit für Resin-Drucke und zum anderen an wenigen Erfahrungen bzgl. der Haltbarkeit der Resinteile. Nach dem Härten unter UV-Licht sind die Bauteile hart und spröde.

Elegoo Mars 2 Pro

Hin und wieder gibt es Druckobjekte, die mit Filament und dem FDM-Verfahren nicht befriedigend druckbar sind. Dazu gehören Figuren, Teile mit Rundungen sowie detailreiche Bauteile.
Zuerst dachte ich, dass der Resin-Druck (SLA-Druckverfahren) den Prusa Mini überflüssig macht. Das ist aber nicht so. Jede Maschine hat ihren Einsatzzweck. Als Resin verwende seit Beginn Elegoo Water Washable Resin. Die Modelle können in der Waschstation mit Wasser statt Isopropanol gereinigt werden. Am liebsten ist auch hier wieder die Farbe grau für spätere Lackierungen.
Auch beim Elegoo werden die Druckdateien via USB-Stick übertragen. Als Slicer funktioniert leider der Prusa Slicer nicht. Die Lösung heißt hier Chitubox. Mit ein wenig Eingewöhnung geht auch das.
Ursprünglich wollte ich auf im Resin-Bereich bei Prusa bleiben, da u.a. der Prusa Slicer ein wunderbares Werkzeug ist. Leider scheint mir der Aufwand für den Prusa SL1 derzeit für mein mäßiges Druckvolumen zu hoch. Möglicherweise ist der Elegoo Mars 2 erst einmal eine Startlösung.
Resin-Drucke müssen nach dem Druck gehärtet werden. Dazu ist die Wash & Cure Station ein angenehmer Helfer. Viele Hersteller von SLA-Druckern haben mittlerweile solche Geräte im Angebot. Das Druckobjekt wird erst mit Wasser im Washer gewaschen. Nach dem Entfernen der Stützen erfolgt die Härtung mit UV-Licht in der gleichen Maschine.
Das erste Druck-Beispiel ist eine Figur im Maßstab 1:13:



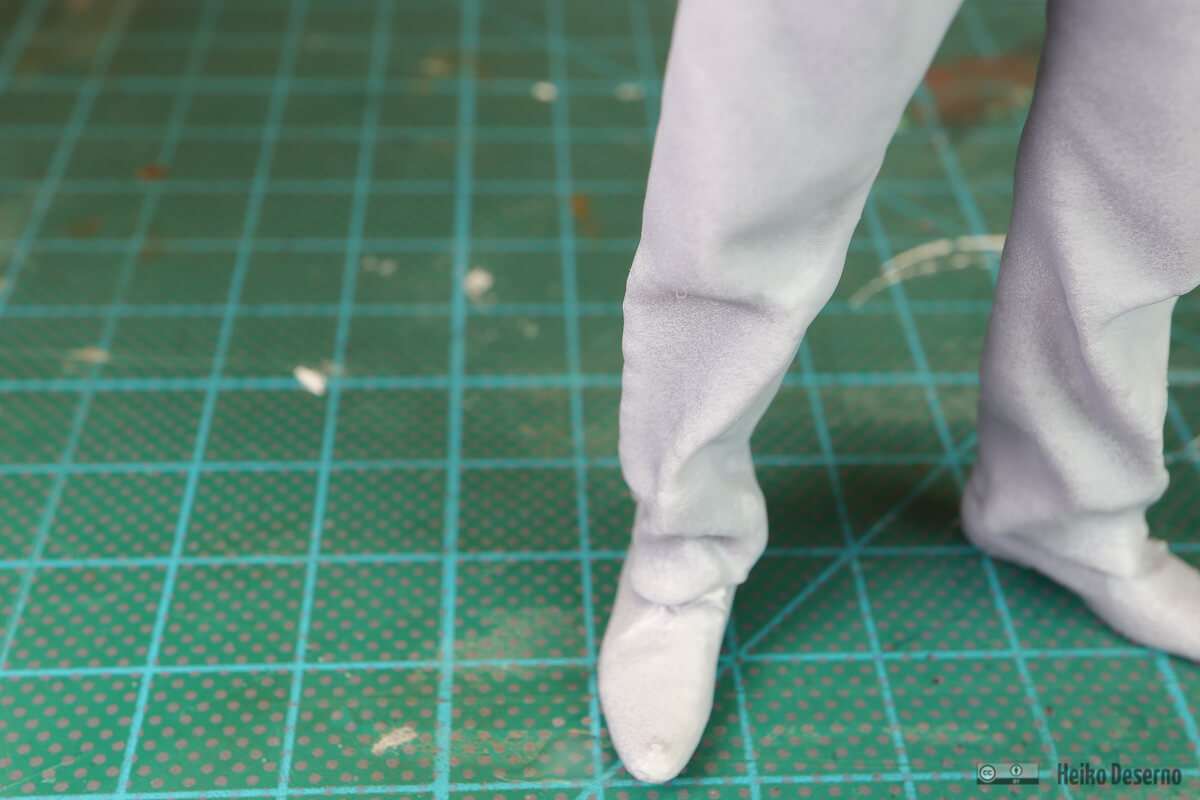
So ein Modell benötigt ca. 6 Stunden Druckzeit im Resin-Drucker. Die Details sind sehr gut ausgeprägt. So ein Modell kann natürlich auch mit Filament gedruckt werden, was die folgenden Abbildungen zeigen.


Aber hier sind deutlich die Schichten zu erkennen. Und dann gibt es noch den Fakt, dass eine Seite auf dem Druckblech liegen muss. Und wenn diese nicht glatt ist, wird Stützmaterial benötigt. Der Druck wirkt unsauber. PLA lässt sich auch noch so gut nachbearbeiten, dass diese Spuren verschwinden.
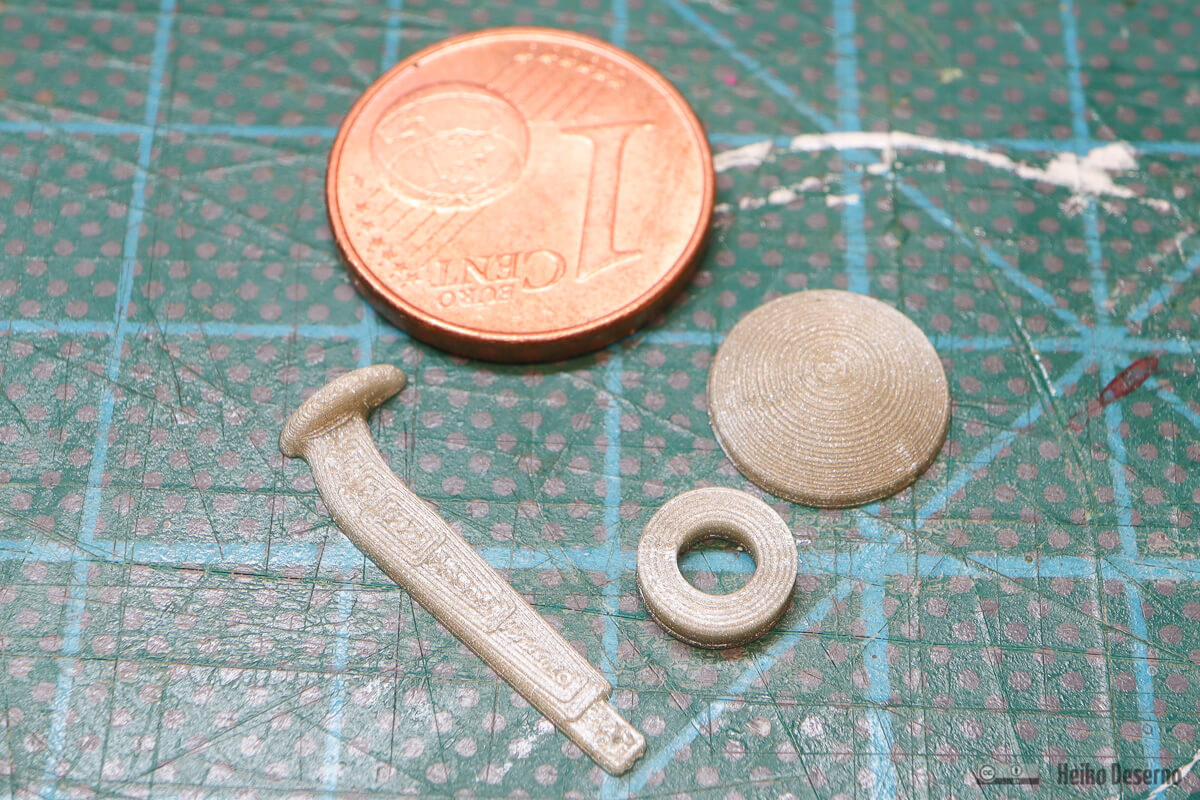
Ein anderes Beispiel sind Achslager für Loren im Maßstab 1:13:
Die grauen Achslager wurden in Resin gedruckt. Das Achslager für ein Jenbacher wurde mit Filament auf dem Prusa Mini hergestellt. In der Detailtreue kommt das Ergebnis dem Resindruck recht nahe. Das funktioniert aber nur dann, wenn die Rückseite flach auf dem Druckbett liegt.

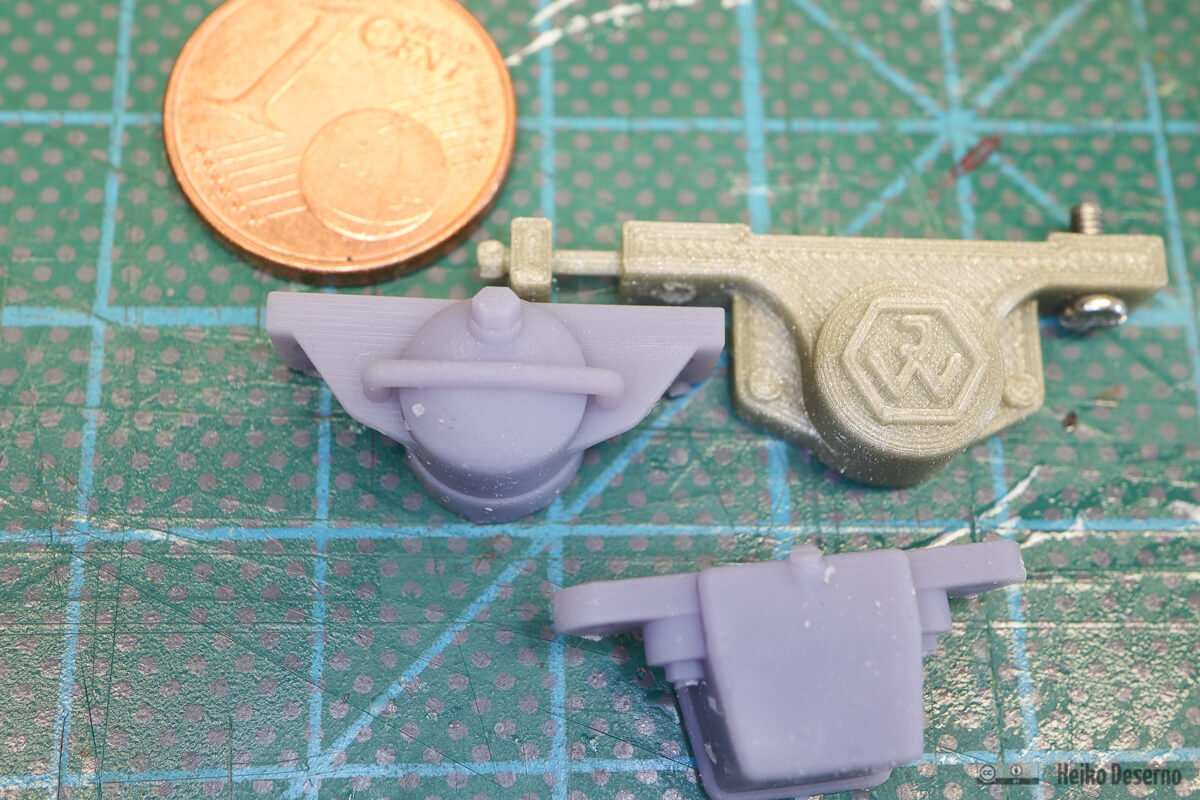
Abschließend noch einige Beispiele für Modellbauteile in Resin:
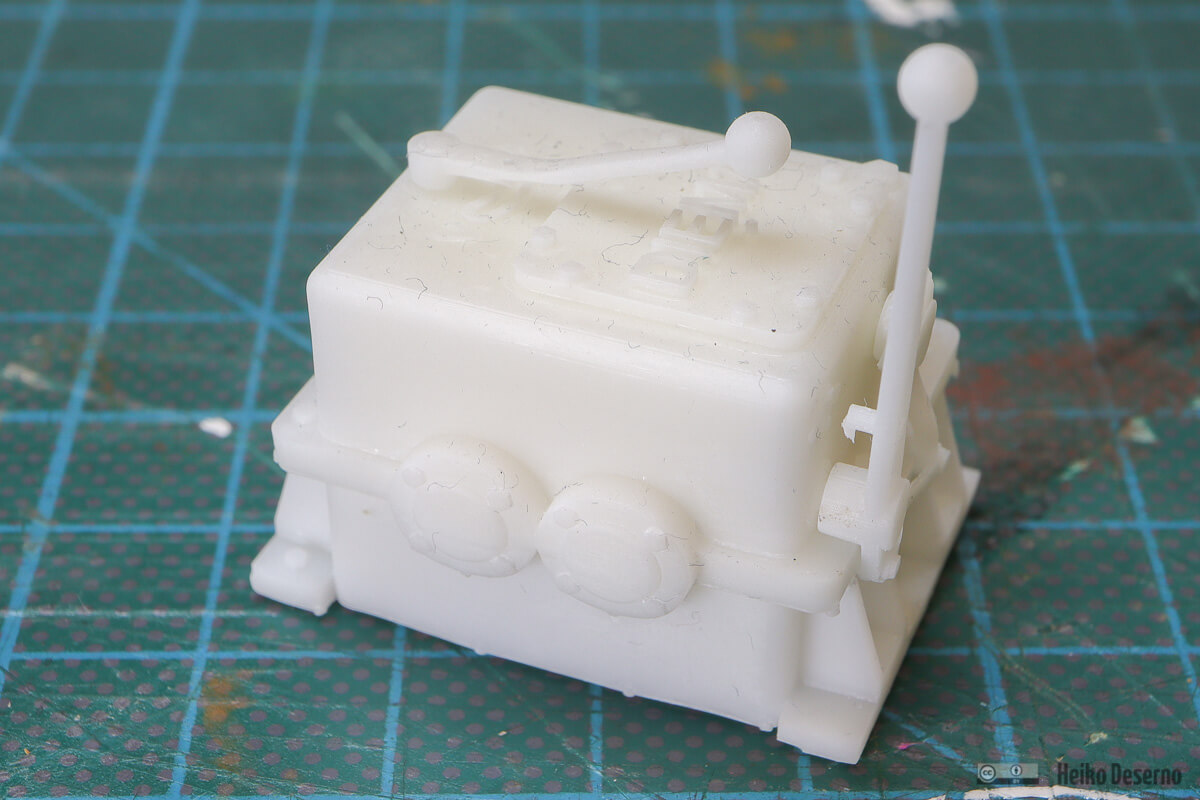
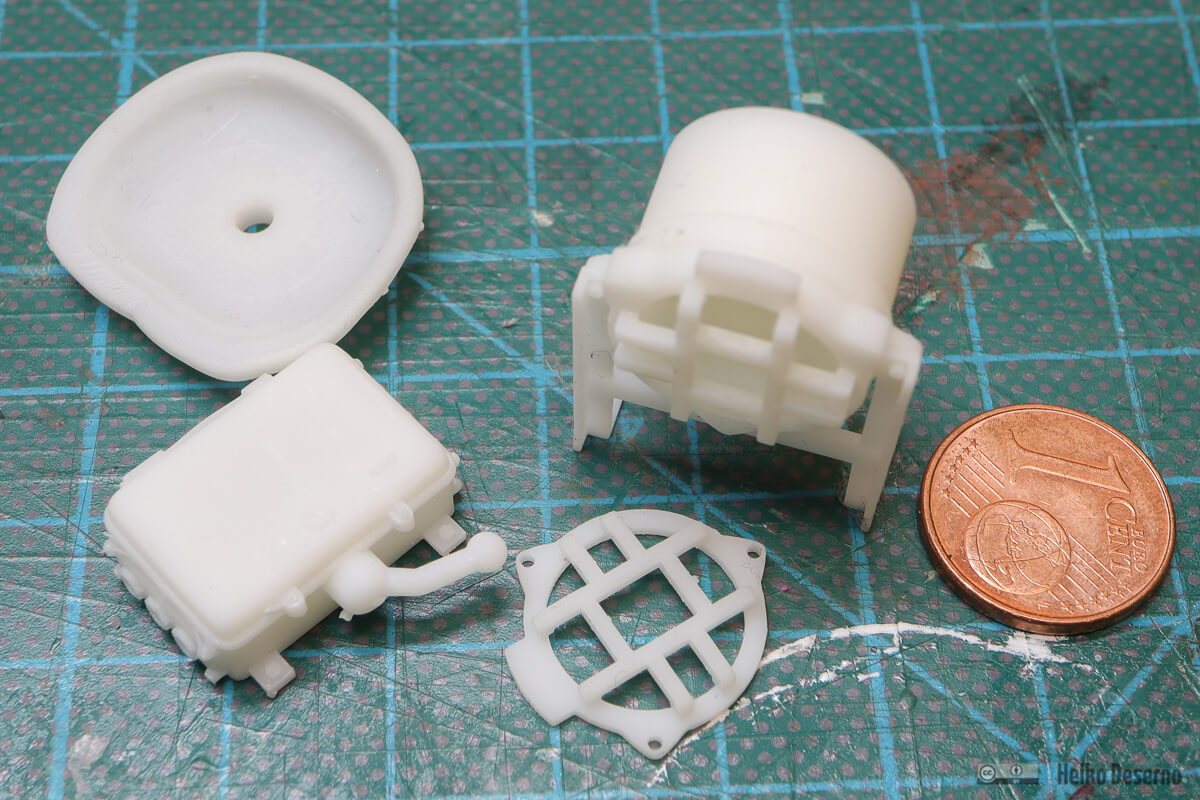
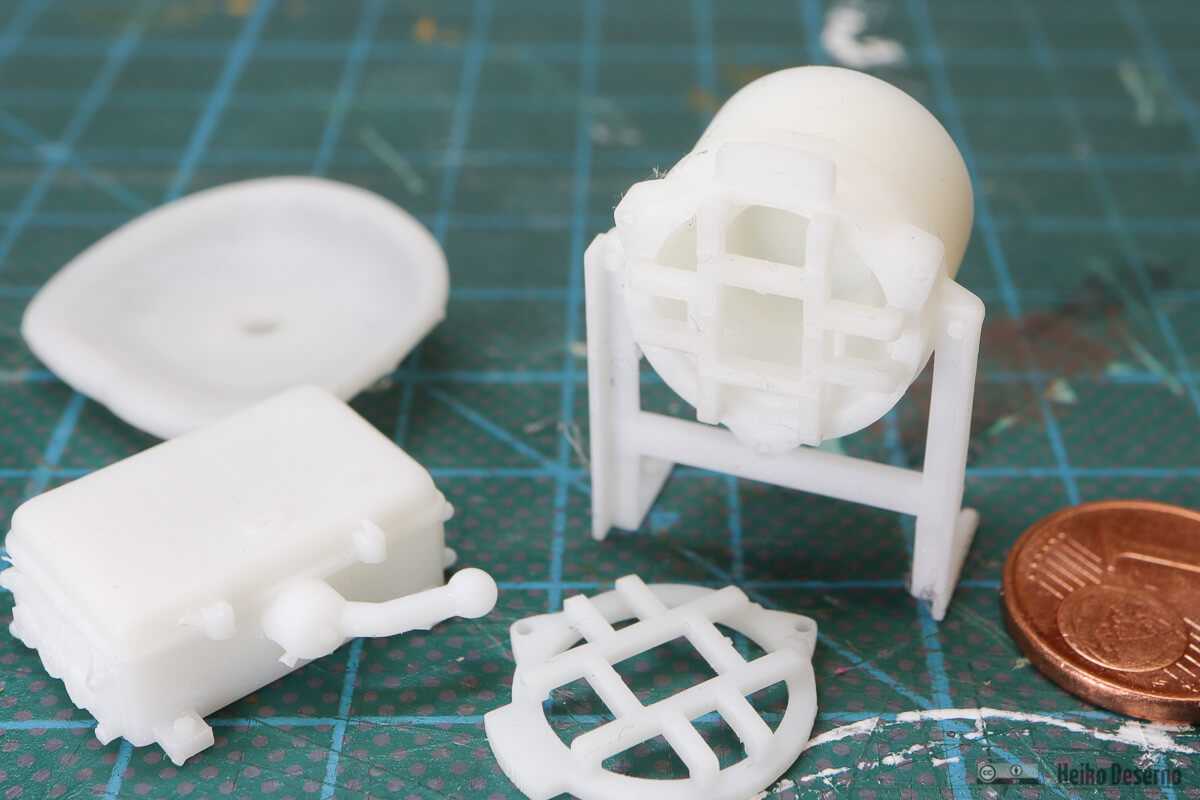
Das erste Bild ist ein Diema-Getriebe. Es ist nur eine Druckdatei. Alle Details sind exakt wiedergegeben. Danach folgen einige Bauteile für die B360 Grubenlok.
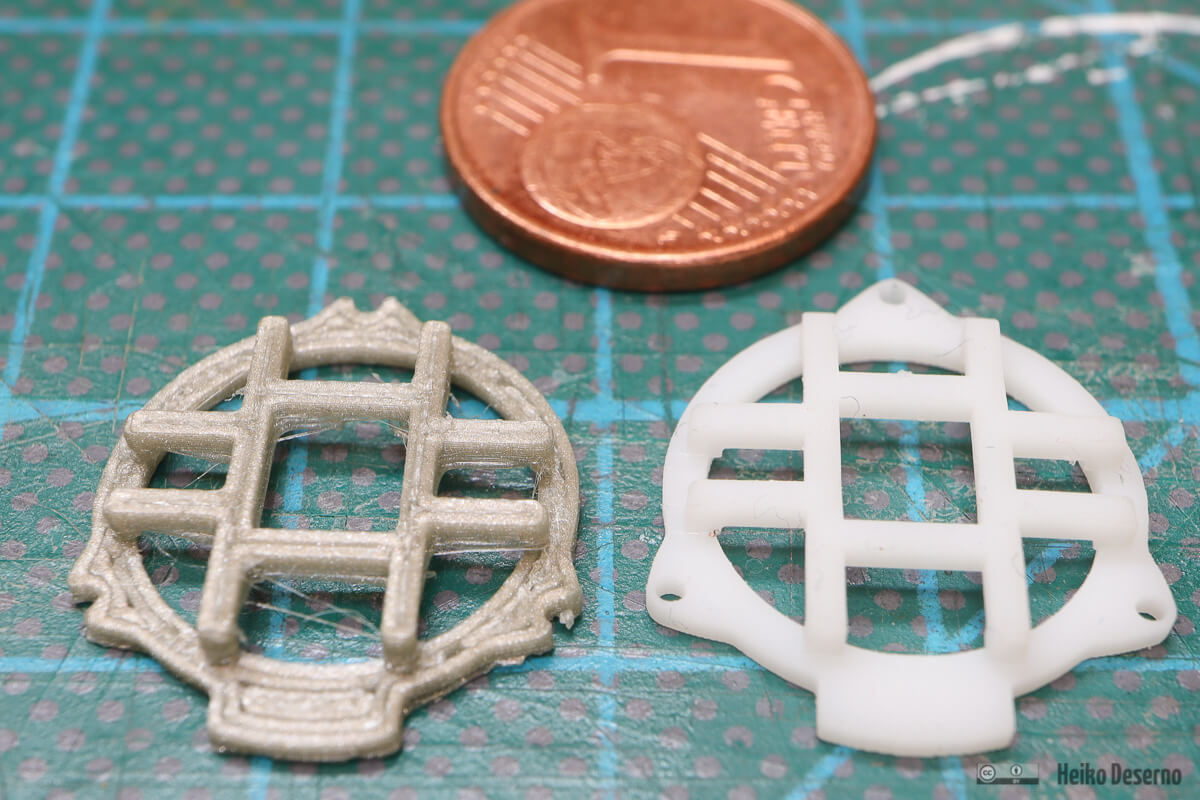
Die Lampenabdeckung kann der Prusa Mini auch drucken, jedoch nicht in der Qualität wie der Resin-Drucker. Die Auflösung von 0,05 mm ist nun mal ein Stück feiner als die 0,1 mm des Prusa.
Fazit
Das hätte ich mir vor einiger Zeit noch nicht träumen lassen, dass ein 3D-Drucker nicht ausreicht. Die verschiedenen Drucktechnologien FDM und SLA lassen sich sinnvoll kombinieren, was für mehr Details an den Modellen sorgt. Gerade in größeren Maßstäben wie 1:13 sind viel mehr Details sichtbar als in 1:22,5 oder kleiner.
zum Hauptartikel