Inhaltsverzeichnis
So war es….
Die Stepcraft-CNC-Fräse habe ich mit einer WinPC-NC-Schnittstelle (USB) erworben. Damit stand fest, dass die Steuerung der Maschine über den PC mit der Software WinPC-NC erfolgt. Diese Software ist sehr leistungsfähig und kann neben der Maschinensteuerung die CAM-Stufe im CNC-Workflow übernehmen. Das Bedienkonzept von WinPC-NC gefiel mir allerdings überhaupt nicht, sodass ich schließlich bei Estlcam als CAM-Software gelandet bin (siehe CNC-Fräsen). WinPC-NC als Maschinensteuerung musste jedoch bleiben. Bei jedem Fräsjob mussten die G-Code-Daten aus Estlcam zwischengespeichert und in WinPC-NC geladen und ausgeführt werden. Dieser Schritt hat mich von Anfang an gestört. Und da war noch etwas Schlimmes: WinPC-NC wurde zur Stepcraft-Fräse als „Light-Version“ geliefert. Diese Version kann keinen G-Code verstehen, damit funktioniert das Fräsen in mehreren Durchgängen mit geringen Z-Werten nicht. Somit war noch eine Investition auf eine höherwertige Version von WinPC-NC USB notwendig.
Die Maschinensteuerung erfolgte in der Vergangenheit so:
- CAD-Zeichnung in Estlcam importieren und Fräsbahnen definieren. Alle Fräsparameter (Fräser-Durchmesser, Vorschub, Drehzahl etc.) werden hier festgelegt.
- Nach diesen Arbeiten werden die Frässchritte als G-Code in eine Datei (
.din) exportiert. - WinPC-NC liest diese Datei und sendet die G-Code-Befehle über die USB-Schnittstelle an die CNC-Maschine. Vorher müssen noch die Nullpunkte der Achsen eingestellt werden.
Im Schritt 3 fungiert die Software WinPC-NC als reiner G-Code-Interpreter.
Eine andere Lösung
Seit längerer Zeit kann Estlcam CNC-Maschinen selbst mit der „integrierten Steuerung“ steuern. Mit Estlcam 11 ist diese Funktion sehr ausgereift. Wenn ich Estlcam zur Steuerung nutzen kann, so ist WinPC-NC überflüssig. Das ist genau die Lösung, nach der ich gesucht habe. Doch wie kann Estlcam mit der Maschine sprechen?
Neue Hardware
In der Stepcraft-Maschine gibt es eine Hauptplatine für die Steuerung, an der alle Schrittmotoren und Sensoren angeschlossen sind. An dieser Hauptplatine ist Platz für eine Schnittstellenplatine. Dort saß bislang das WinPC-NC-Modul.
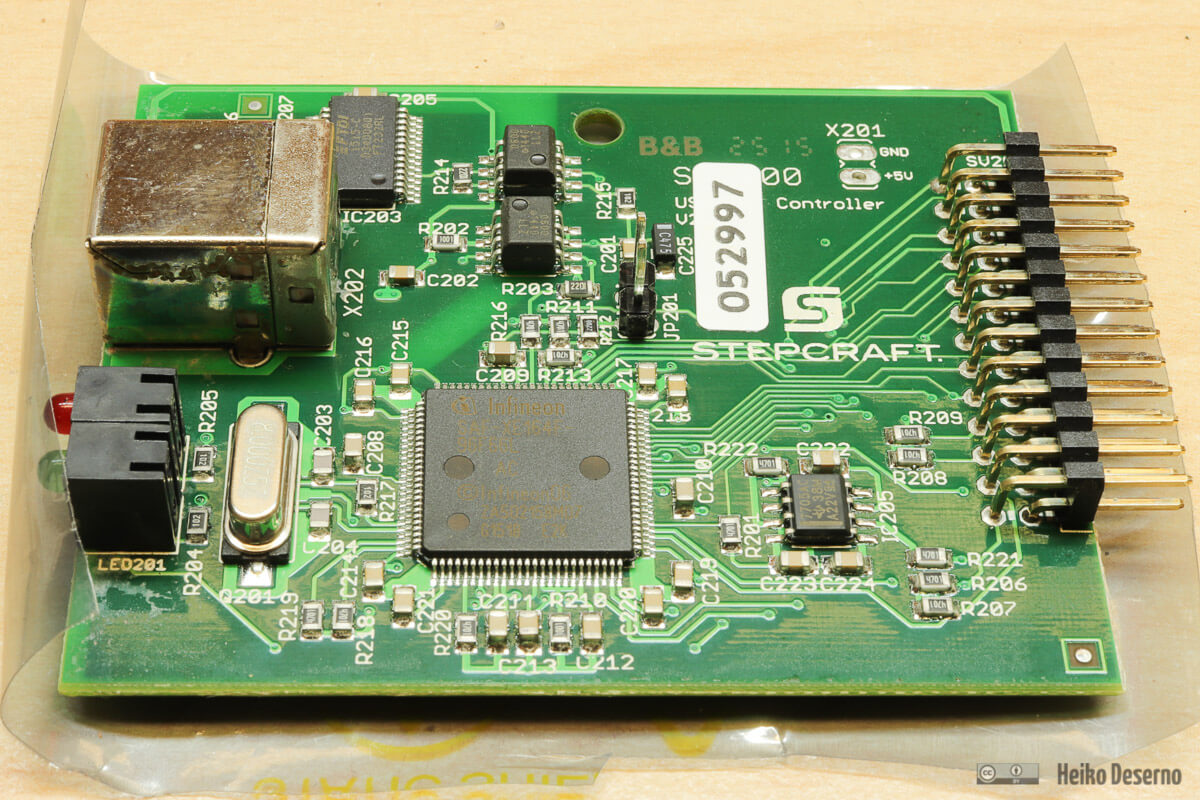
Estlcam kann mit der WinPC-NC-Platine nicht kommunizieren, es werden einige Arduino Mikrocontroller-Boards unterstützt. Also musste die WinPC-NC-Schnittstellenplatine durch einen Arduino ersetzt werden. Estlcam beschreibt zwar die Anbindung des Arduinos an die Steuerung der CNC-Maschine, bietet jedoch keine fertige Lösung an. Im Stepcraft-Forum habe sich eine Reihe von Anwendern diesem Thema angenommen. Herausgekommen sind neben kleinen Lochrasterplatinen auch fertige Adapterplatinen (Shields), die an die Hauptplatine in der Stepcraft-Maschine gesteckt werden können (siehe Übersicht im CNC-Wiki ). Huckepack auf diese Adapterplatinen passt der Arduino Uno.
Im letzten Jahr wurde eine Adapterplatine in einer kleinen Serie von Mitgliedern des Stepcraft-Forums aufgelegt und in zwei Sammelbestellungen an interessierte Anwender verteilt. Solch ein Shield habe ich mir Anfang 2017 gesichert. Die Kosten für die bestückte Platine betrugen 24 €.

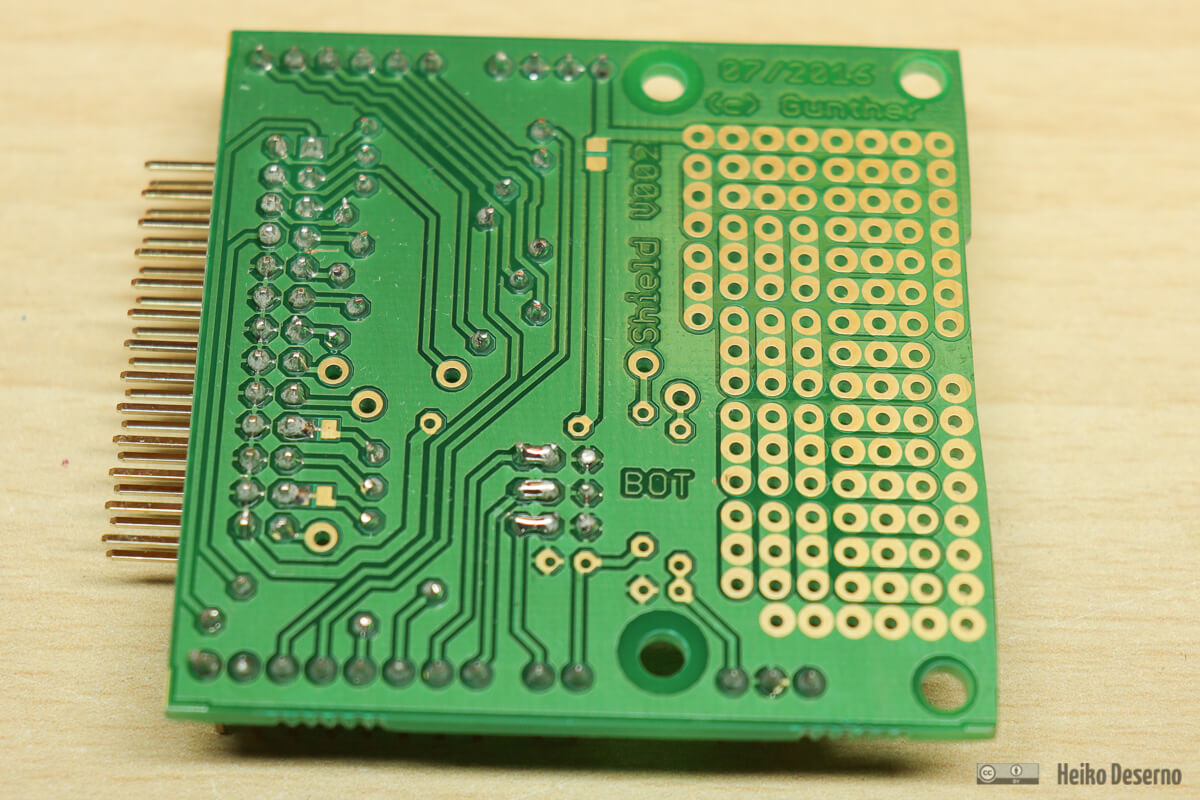
An dieser Stelle noch mal herzlichen Dank an den Autor des Shields: Gunther57 und an den Bauteilbeschaffer und Bestücker des Shields: Seaha.
Dieses Shield ist für einen Arduino Uno R3 in SMD-Bauweise konstruiert. Die Variante mit dem Microcontroller im DIL-Gehäuse passt nicht auf das Shield, da der Schaltkreis an die aufgelöteten Bauteile stößt.
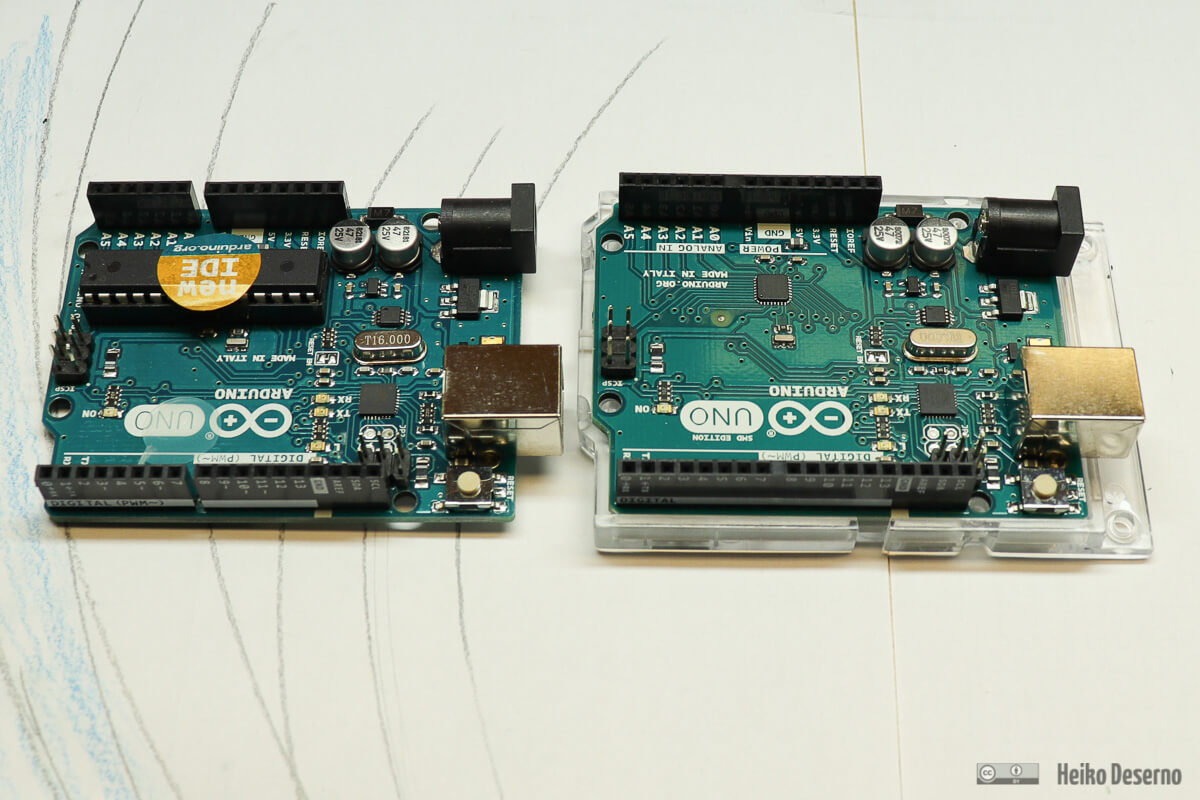
Die Fähigkeiten von Estlcam unterscheiden sich bei den Arduino-Varianten. Mit dem neueren Arduino Nano werden analoge Eingänge unterstützt. Das sehr nützliche Estlcam-Bedienpanel mit Potientiometern für Vorschub und Drehzahl kann mit dem Arduino Nano genutzt werden. Leider gab es zum Zeitpunkt meiner Recherche noch kein passendes Shield. Mehr zu diesem Thema auf der Estlcam-Seite.
Umbau der Maschine
Die Hauptplatine der Maschine ist nur von unten erreichbar. Nach dem Lösen von zwei Schrauben kommt sie hinter der Stahlabdeckung zum Vorschein.

Die WinPC-NC-Platine habe ich entfernt und durch das Shield ersetzt. Gut, dass es passende Befestigungsbohrungen besitzt, so hält es auf dem Metallträger. Auf diesen Shield wurde der Arduino gesteckt. Das war im eingebauten Zustand der Hauptplatine nicht so einfach. Deshalb habe ich diese erst ausgebaut und dann den Arduino aufgesteckt. Die von Stepcraft gelieferte Rückblende passte nicht mehr, da der USB-Anschluss an einer anderen Stelle sitzt. Mit einem Cutter wurde eine neue Öffnung angebracht. Auch hat das Shield und der Arduino keine Status-Leds mehr hat.
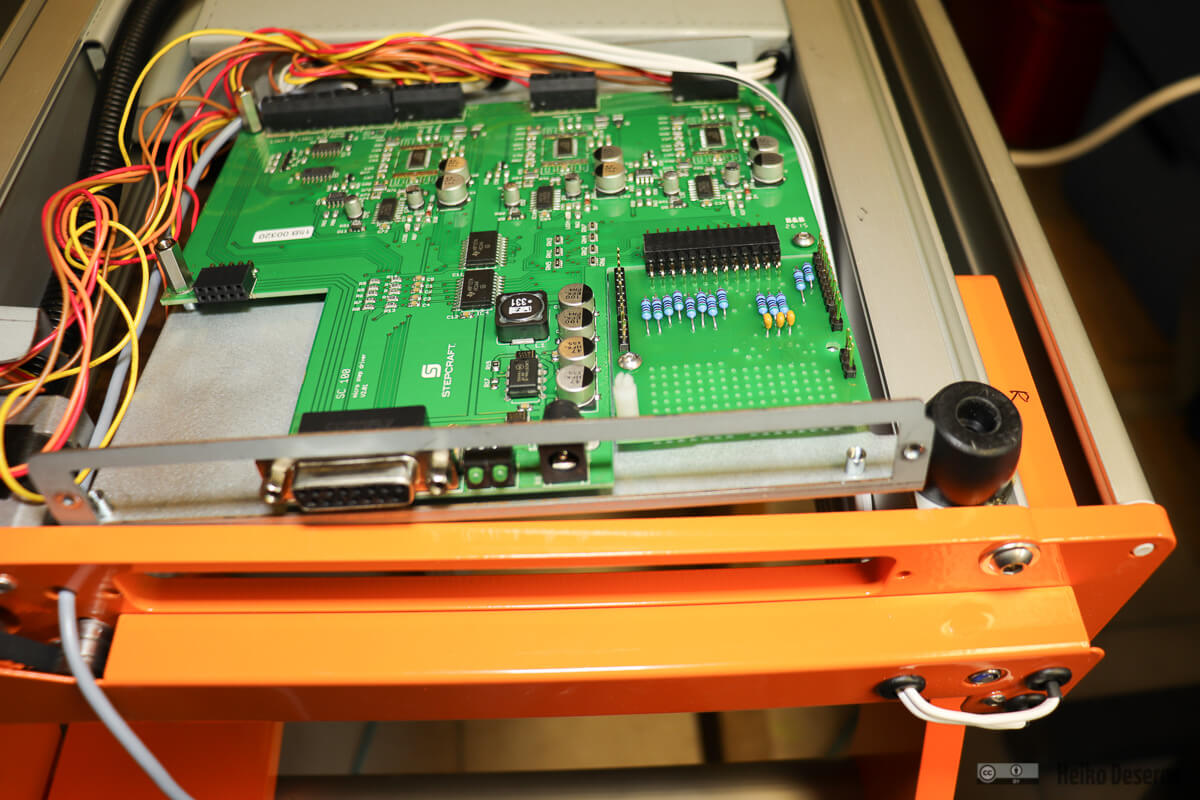
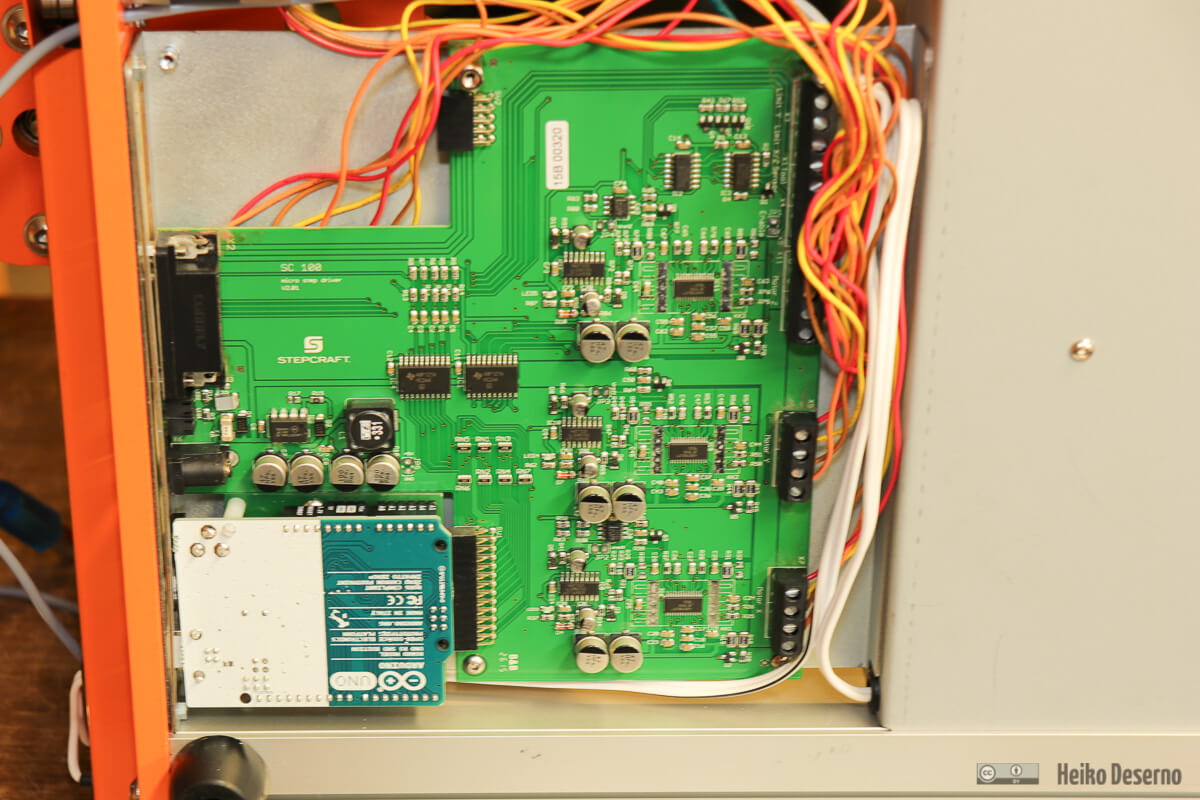

Beim Zusammenbau habe ich festgestellt, dass die Huckepack-Platine bei meiner Stepcraft 300 gewaltig hoch ist und mit der Stahlabdeckung elektrischen Kontakt hatte. Den Bereich um die Platine habe ich isoliert. Unter der Abdeckung ist der Platz sehr knapp, weglassen wollte ich sie aber auch nicht.
Download Einbauanleitung Shield [1.14 MB]
Einrichtung der Software
Einer der Vorzüge bei der „Alles aus einer Hand Lösung“ ist, dass die Maschineneinrichtung optimal unterstützt wird. Bei der Installation der Stepcraft-Version von WinPC-NC wird der Maschinentyp abgefragt und alle Parameter korrekt gesetzt. Leider ist das bei Estlcam derzeit nicht so, da es sich um eine unverselle Steuerung handelt. Estlcam interessiert sich nicht so sehr um die konkrete Hardware am Arduino. Das war auch nicht schlimm, da ich in WinPC-NC noch spicken konnte. Die Maschinenparameter sind auch auf der Stepcraft-Seite (etwas versteckt als PDF) abgelegt. Sicherheitshalber — wegen der Haltbarkeit im Netz — habe ich die Beschreibungsdatei hier abgelegt.
Download Stepcraft Maschinen-Parameter [240.92 KB]
Der Arduino ist ein Microcontroller, der natürlich auch ein Stück Software benötigt. Die Einrichtung der Firmware und spätere Aktualisierungen erfolgen direkt aus Estlcam. Es werden keine „Entwicklertools“ aus dem Arduino-Umfeld benötigt.
Maschinenparameter Stepcraft 2/300
In Esltcam werden alle Einstellungen unter dem Menüpunkt Einstellungen -> CNC-Steuerung festgelegt.
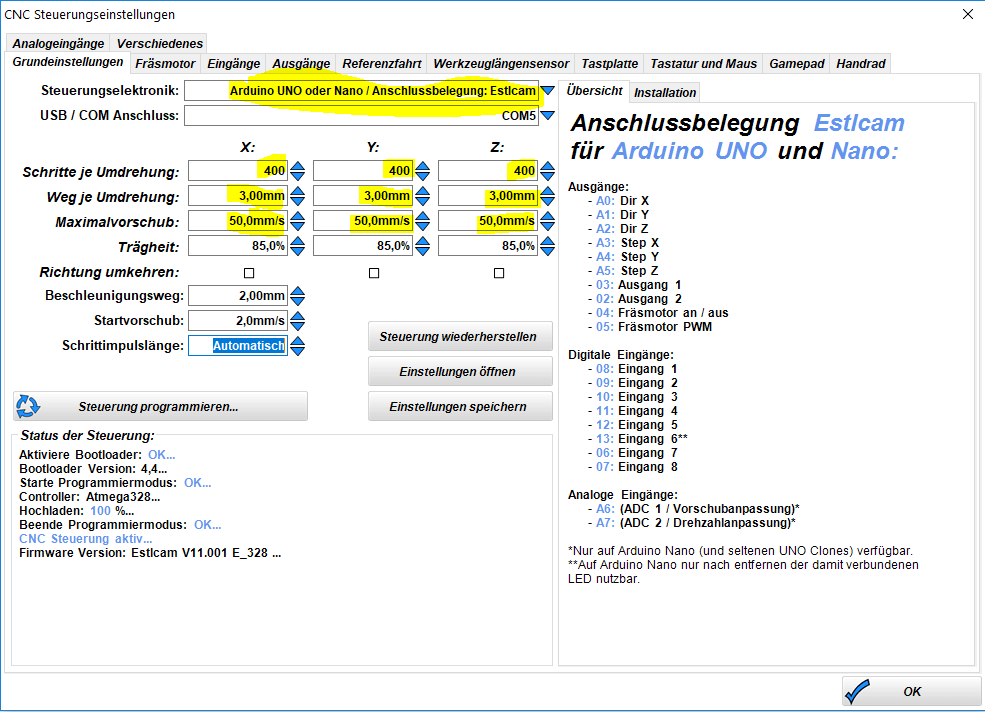
Die Grundeinstellungen habe ich farblich markiert. Sie stammen aus den PDF-Dokument zu den Maschinenparametern (siehe oben). Bei einigen Einstellungen ist die Neuprogrammierung des Arduinos notwendig. Dazu gibt es den Button Steuerung programmieren….
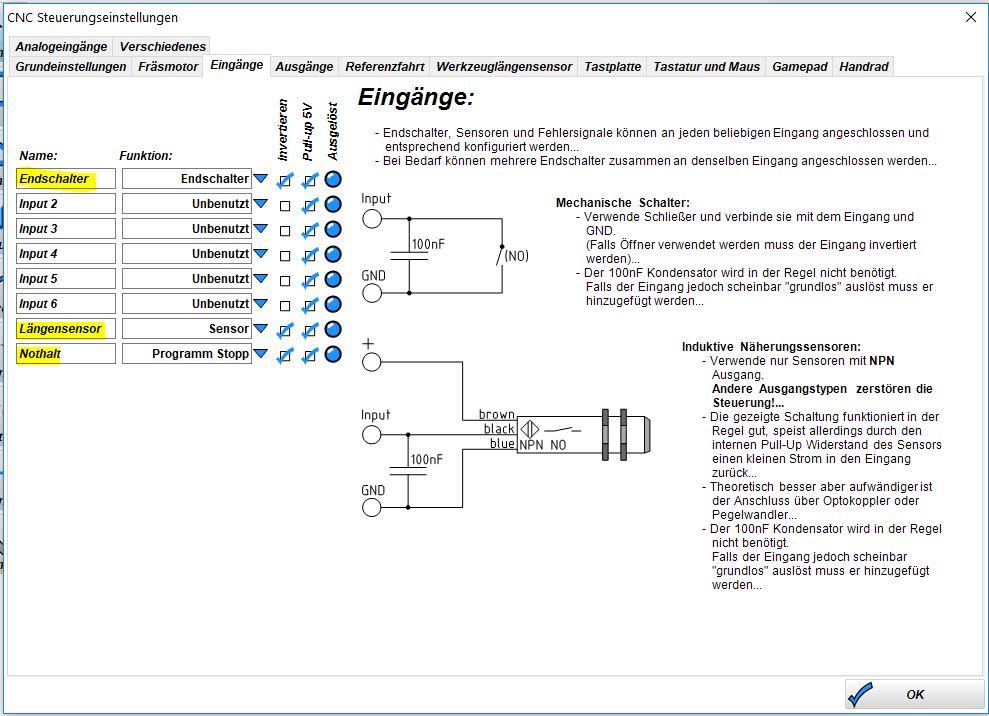
Auf der Einstellungsseite „Eingänge“ erfolgt die Zuordnung der Schalter und Taster der Stepcraft-Maschine. Diese Belegung ist immer vom Shield abhängig. Ich habe die drei markierten Schalter eingerichtet. Die Belegung lässt sich leicht ausprobieren: Wenn ich den Knopf am Werkzeuglängensensor drücke, leuchtet in diesem Bildschirm der passende Leuchtpunkt auf.

Die nächste Einstellung gilt der Frässpindel. Die HF500 von Stepcraft hat eine maximale Drehzahl von 20000 U/min und kann softwareseitig angesprochen werden. Das funktioniert, da das Steuergerät der Spindel mit der Hauptplatine der Stepcraft-Maschine verbunden ist. Die kleinste Drehzahl oder Drehzahlen zwischendrin kann ich nicht so einfach ermitteln. Die Steuerung der Frässpindel hat einen Drehknopf, mit dem die Drehzahl in 99 Stufen eingestellt werden kann. Die 99 wird wohl den 20000 U/min entsprechen. Starten tut die Spindel erst bei Stufe 15. Bei Stufe 10 bewegt sich der Motor sehr unruhig. Eigentlich ist die Drehzahl für mich nicht so wichtig, da ich immer Drehzahlen > 20000 U/min benötige und damit alles mit maximaler Stufe fräse.
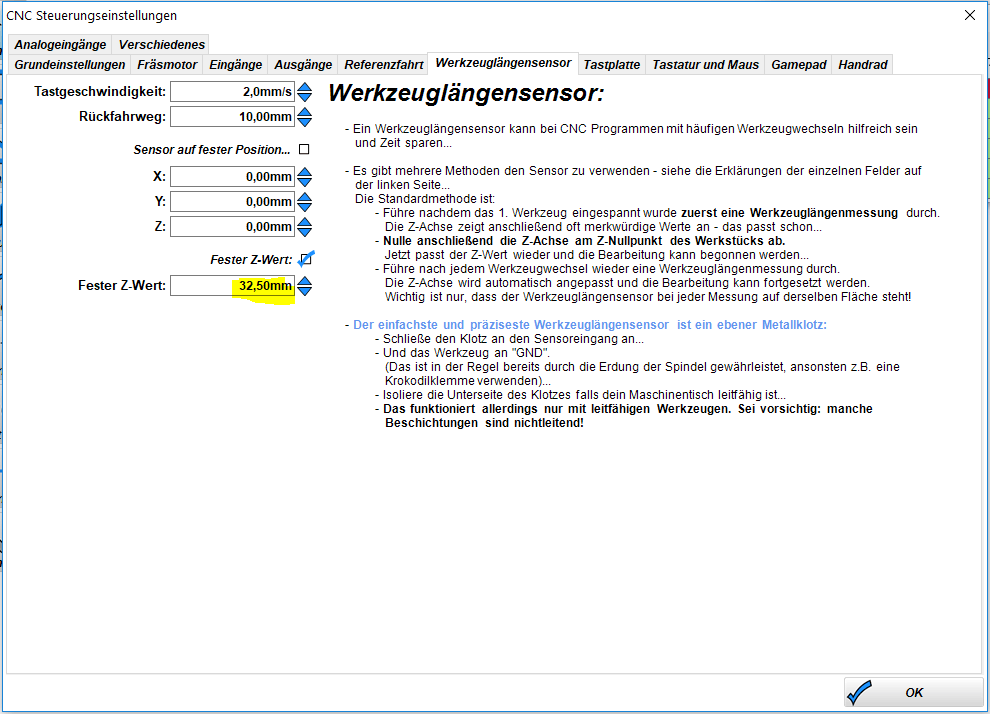
Eine wirklich wichtige Funktion ist der Werkzeuglängensensor zum Einstellen des Z-Nullpunkts. Dieses Teil möchte ich wirklich nicht missen und bin froh, dass Estlcam hier eine Unterstützung bietet. Ich nutze den Stepcraft-Sensor.
Mit diesen Eingaben sind alle Einstellungen erledigt. Jetzt noch einmal den Arduino programmieren und fertig. Bei neueren Estlcam-Versionen kann eine Neuprogrammierung des Arduinos notwendig werden.
Noch eine Änderung….
Bei den ersten Versuchen nach der langen Pause machte die Frässpindel komische Geräusche. Ich habe sie zum Stepcraft-Service eingesendet, dort hat sie neue Lager erhalten. Stepcraft verbaut jetzt gekapselte Kugellager, sodass Sperrluft nicht mehr notwendig ist. Die Öffnung an der Spindel wurde bei der Reparatur verschlossen und die Sperrluft-Pumpe habe ich „eingemottet.“
Nutzung der Software
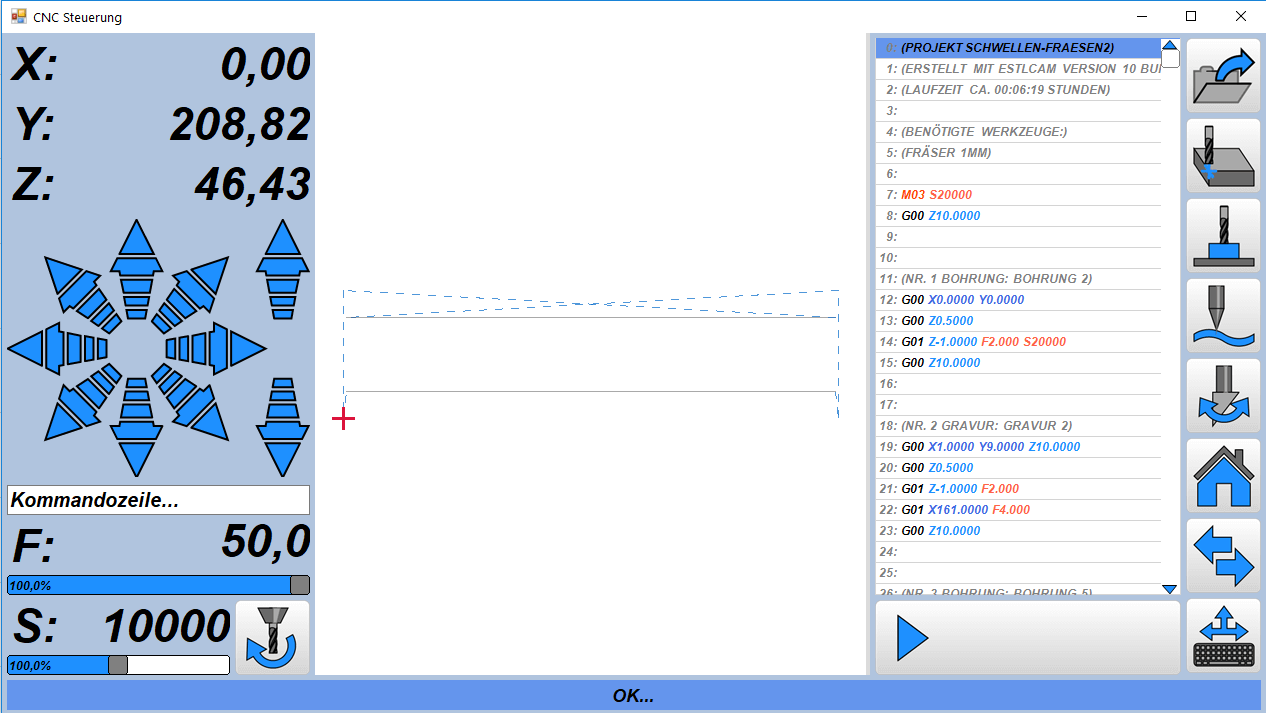
Der Fräs-Workflow gestaltet sich jetzt wie folgt: Ich lade eine mit QCAD erstellte dxf-Datei in Estlcam. Hier lege ich die Werkzeuge fest. Meist verwende ich beschichtete spiralverzahnte Fräser mit Durchmessern von 1 bis 2 mm. Nachdem alle Fräsbahnen angelegt wurden, starte ich die integrierte Steuerung (Menü Datei -> Projekt fräsen). Jetzt lege ich den Nullpunkt der X/Y-Ebene manuell fest. Dazu fahre ich den Fräskopf mit den Pfeilen zum passenden Punkt und setze den X- und Y-Wert mit der rechten Maustaste auf den Wert 0. Die Z-Achse nulle ich mit dem Werkzeuglängensensor. Dann starte ich den Job und kann den Fortschritt am Bildschirm beobachten. Die Möglichkeit zur Anpassung des Vorschubs und der Drehzahl während des Jobs gefällt mir sehr. Das gibt es bei WinPC-NC auch. Leider kann man in Estlcam 11 den Vorschub nur reduzieren. Manchmal bin ich mit meinen Vorgaben etwas streng und würde den Vorschub gern erhöhen.
Bei Werkzeugwechseln hält Estlcam den Job an und der Fräser kann manuell gewechselt werden. Dann muss der Nullpunkt der Z-Achse mit dem Werkzeuglängensensor erneut eingestellt werden und der Job kann fortgesetzt werden.
Fazit
Für mich ist dieser Umbau gelungen. Alles funktioniert mit nur noch zwei Softwarelösungen. Die Zeichnungen erstelle ich in QCAD und die Maschinenbefehle (CAM) lege ich in Estlcam an. Auch die Ausführung des Fräsjobs erledigt Estlcam mit der integrierten Steuerung.
Zugegebenermaßen ist der Umbau bzw. die Nutzung von Estlcam nicht so einfach. Alles steht und fällt mit dem passenden Shield. Natürlich kann jeder so ein Schield auf einer Lochrasterplatte selbst erstellen oder den Arduino extern platzieren, jedoch ist das nicht so mein Ding. Manchmal bevorzuge ich einfach fertige Lösungen.